TRITON ALUMIG 250P DPULSE SYNERGIC
Особенности аппарата
Технология Soft Switch
Увеличивает ресурс эксплуатации, снижает требования к качеству питающей сети
Инвертор построен на биполярных IGBT модулях с применением современной технологии Soft Switch или «Мягкая коммутация». Благодаря этому переключение транзисторов в процессе сварки выполняется с небольшим смещением фаз. Это надежно защищает инвертор от теплового пробоя, перегрева и резкого скачка сварочного тока.

Режим S4T для сварки алюминия
Идеально ровные и прочные швы – просто и удобно
В режиме S4T доступна настройка функции «Горячий старт», которая включается нажатием триггера горелки. После нагрева обрабатываемого изделия достаточно отпустить кнопку на горелке, и величина тока снизится до рабочей величины. Это исключает брак в начале сварочного процесса и формируется идеально ровный и прочный шов. Следующее нажатие на триггер горелки переключает аппарат в режим заварки кратера.
Импульсный режим сварки
Комфортная работа с тонким металлом
Уменьшает тепловложение в изделие, тем самым значительно снижая коробление конструкции. Обеспечивает отличный внешний вид сварочного шва при отсутствии разбрызгивания. Идеально подходит для работы с тонким металлом.

Двойной импульсный режим для сварки алюминия
Гибкая настройка сварочных параметров для сварки алюминия
При использовании режима Double Pulse происходит наложение импульсов с двумя уровнями тока на импульсный ток дуги. При пиковом значении тока отделяется капля от присадочной проволоки без короткого замыкания, а низкий период тока дает возможность металлу остыть, что предотвращает образование наплывов. Настройка длительности частоты импульса улучшает качество шва, как при более трудоемком процессе TIG-сварки.

Горячий старт
Работа с металлом без дополнительного прогрева
Сразу после зажигания дуги функция горячего старта поднимает ток выше значения рабочего сварочного тока до установленного значения. Эта функция применяется при сварке холодного алюминия, где необходимо увеличить тепловложение в начале сварочного процесса. Позволяет работать с алюминием без предварительного подогрева.

Заварка кратера
Качественное завершение сварочного шва
Функция заварки кратера – функция плавного понижения тока в конце сварки, позволяющая исключить появление дефектов в сварочном шве при завершении процесса. Исключает появления кратера шва.
Program List
Гибкая настройка параметров сварочного процесса
Список программ позволяет настроить более 20 различных параметров для сварки алюминия - частота и соотношение тока импульса, горячий старт, заварка кратера, поджиг дуги, отжиг проволоки и другие. Корректировка параметров позволяет добиться качественного сварочного соединения и повысить эффективность сварочного процесса

Job list
Сохранение настроек в память аппарата
Благодаря ячейкам памяти оператор может сохранить все сварочные настройки во внутреннюю память аппарата. В результате процесс настройки будет заключаться только в выборе требуемой программы.
Описание функций
Импульсный и двойной импульсный режим сварки
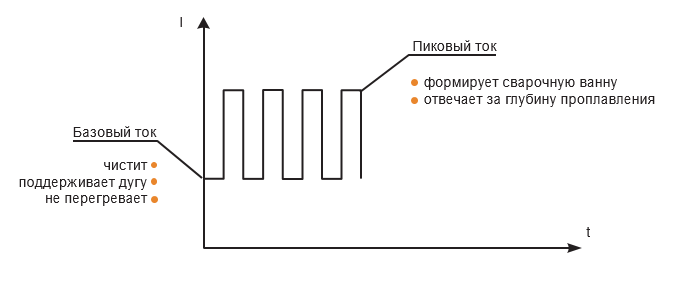
Режим PULSE
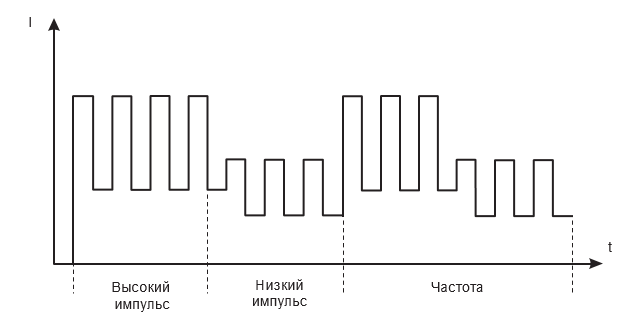
Режим DOUBLE PULSE
Преимущества при сварке углеродистой стали
TRITON ALUMIG 250P DPULSE SYNERGIC обеспечивает высокое качество сварки стали благодаря уменьшенному и контролируемому тепловложению с минимальным разбрызгиванием, что позволяет минимизировать механическую обработку швов после сварки. Импульсная сварка снижает перегрев металла, тем самым сохраняя его антикоррозийные свойства. Синергетические настройки упрощают настройку и автоматически подбирают оптимальные зависимости вольтажа и подачи проволоки в зависимости от выбранного тока и программы. В результате получаются аккуратные, прочные соединения с минимальными брызгами металла в около сварочной зоне.
Синергетические настройки и JOB LIST
Список настроек PROGRAM LIST
- Время продувки защитным газом до сварки - от 0 до 10 секунд;
- Скорость подачи проволоки до момента поджига - от 1 до 10 м\мин;
- Режим 2T. Сила тока Горячего старта - от 100 до 200%;
- Режим 2T. Корректировка сварочного напряжения - от -5 до 5;
- Режим 2T. Длительность Горячего старта - от 0 до 10 секунд;
- Режим 2T. Время изменения тока - от 0 до 10 секунд;
- Сила стартового тока (4Т и S4T) - от 10 до 200%;
- Корректировка сварочного напряжения (4Т и S4T) - от 5 до +5;
- Длительность стартового тока (S4T) - от 0 до 10 секунд;
- Время изменения тока (S4T) - от 0 до 10 секунд;
- DPulse. Сила импульсного тока - от 10 до 100%;
- DPulse. Напряжение импульсного тока - от 5 до +5;
- DPulse. Частота импульсов - от 0.1 до 10 Гц;
- DPulse. Соотношение пикового и базового тока - от 10 до 90%;
- DPulse. Корректировка высокой/низкой импульсной волны - от 0 до 10 секунд;
- Время спада тока - от 0 до 10 секунд;
- Сила тока при заварке кратера (4Т и S4T) - от 10 до 200%;
- Корректировка напряжения при заварке кратера (4Т и S4T) - от 5 до +5;
- Время заварки кратера (S4T) - от 0 до 10 c;
- Время отжига проволоки - от 0.1 до 2.0 секунд;
- Время продувки газом - от 0 до 10 секунд.
Регулировка индуктивности
Специальный режим для сварки алюминия S4T
Горячий старт и заварка кратера
Пред газ и Пост газ
Комплектация:
- инверторный сварочный аппарат на колесах - 1 шт.;
- горелка Parker с тефлоновым каналом д.1,0-1,2, 3м - 1 шт.;
- кабель питания - 1шт;
- кабель с электрододержателем для ММА - 1шт;
- кабель для массы с зажимом;
- газовый шланг - 1шт;
- кабельканал в горелку для стальной проволоки д.1,0-1,2 - 1шт
Характеристики TRITON ALUMIG 250P Dpulse Synergic
- АртикулTAMG250PDPSN
- Входное напряжение220 B
- Диапазон выходного напряжения14.5-26.5 B
- Допуск сетевого напряжения±15% B
- Напряжение Холостого Хода80 В
- ПВ на максимальном токе60 %
- Ток в режиме MIG10 - 250 А
- Максимальный MIG ток при ПВ 60%250 А
- Максимальный MIG ток при ПВ 100%200 А
- Ток в режиме MMA10 - 250 А
- Максимальный MMA ток при ПВ 60%250 А
- Максимальный MMA ток при ПВ 100%200 А
- Потребляемая мощность11.70 кВа
- Потребляемая мощность11.70 кВа
- Вес катушки с проволокой15 (300 мм)
- Механизм подачи проволоки4 ролика
- Коэффициент мощности0.80
- КПД80 %
- Время предгаза0-15 сек
- Время постгаза0-15 сек
- Скорость подачи проволоки1-18 м/мин
- Диаметр проволоки (Fe, SS)0.8-1.2 мм
- Диаметр порошковой проволоки0.8-1.2 мм
- Диаметр aлюминиевой проволоки (AlSi, AlMg)1.0-1.2 мм
- Габаритные размеры источника (Д*Ш*В)790x250x650 мм
- Вес источника32 кг
Основные преимущества аппарата
Лицевая панель аппарата
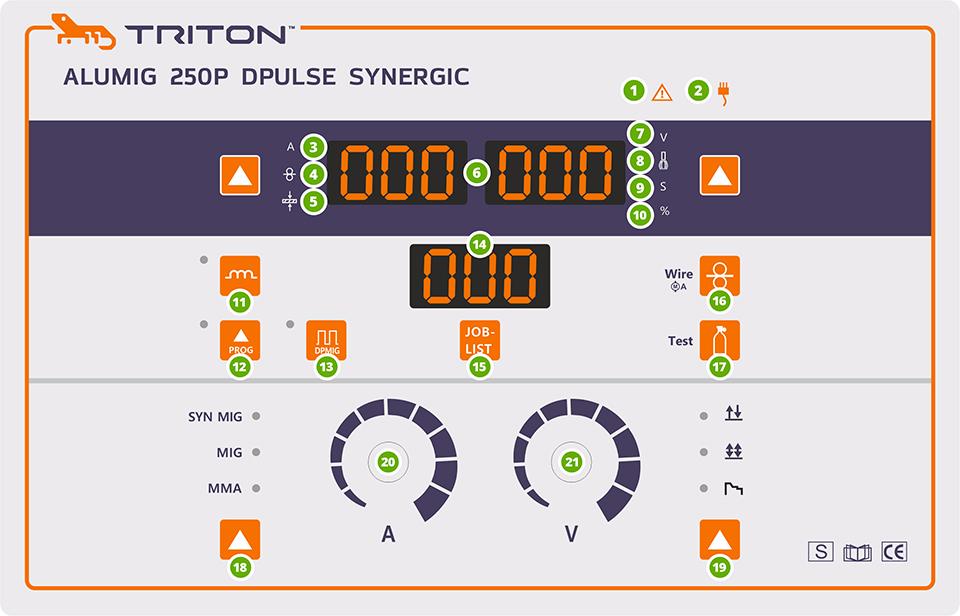
- 1 - Индикатор ошибок
- 2 - Индикатор сети
- 3 - Сварочный ток
- 4 - Проверка подачи проволоки
- 5 - Толщина металла (только для мягких сталей)
- 6 - Верхний дисплей
- 7 - Сварочное напряжение
- 8 - Длина дуги
- 9 - Время (сек.)
- 10 - Значение в %
- 11 - Индуктивность
- 12 - Настройки сварочного цикла Program List
- 13 - Режим Double Pulse (Двойной импульсный)
- 14 - Нижний дисплей.
- 15 - Синергетические настройки Job List
- 16 - Протяжка проволоки
- 17 - Тестовая продувка газом
- 18 - Выбор режима сварки SYN MIG, MIG, MMA
- 19 - Выбор режима 2T, 4T S4T
- 20 - Регулятор сварочного тока
- 21 - Регулятор сварочного напряжения