Описание
Характеристики
Отзывы
Описание
TRITON STEELMIG PRO 500
Сварочный полуавтомат TRITON STEELMIG PRO 500 – профессиональный аппарат с синергетическим управлением для сварки стали, алюминия и нержавейки. Автоматически подбирает оптимальные настройки под толщину металла. Оснащен памятью на 999 задач, компактным подающим механизмом и NFC-авторизацией для работы нескольких сварщиков. Поддерживает роботизированную сварку с различными протоколами (EtherNet/IP, CAN и др.). Технологии High Speed Pulse и Hybrid Pulse Control обеспечивают высокую скорость, глубокое проплавление и минимум брызг. Идеален для производства и автоматизированных линий.
Описание функций
Простота управления
3 шага к идеальному шву:- Выберите режим работы.
- Выберите номер процесса из списка (тип сварки).
- Отрегулируйте силу тока (оптимальные настройки автоматически подбираются синергетической функцией на основе толщины металла)
Синергетическое управление со списком процессов
Простой, понятный графический интерфейс позволяет легко выбирать нужный процесс сварки. В каждом номере процесса заранее настроены идеальные параметры, что помогает пользователю быстро подобрать оптимальный режим для:
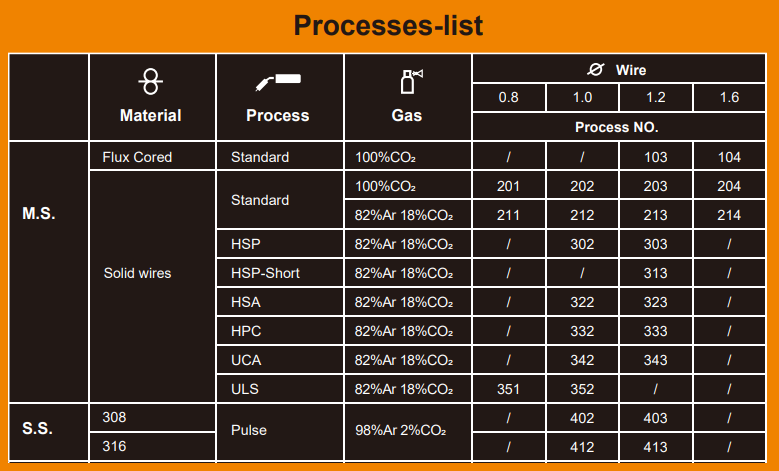
- углеродистых сталей,
- алюминиевых сплавов,
- нержавеющей стали.
Функция памяти настроек
Пользователи часто сталкиваются с разнообразными задачами сварки, для удобства и быстроты перехода между ними в аппарате предусмотрена возможность сохранять настройки сварочной кривой для разных материалов и заготовок.
Steelmate PRO Series предлагает:

Steelmate PRO Series предлагает:
- Встроенную память на 999 отдельных сварочных задач (Jobs)
- Возможность сохранения и быстрого восстановления настроек в один клик
- Упрощение работы и повышение эффективности
Компактный механизм подачи проволоки с гибким управлением
- Компактная и прочная конструкция делает механизм подачи легче и удобнее для работы в сложных цеховых условиях, особенно в условиях ограниченного пространства и/или при необходимости частой смены локации сварочных работ.
- Полнофункциональная панель управления на механизме подачи может использоваться как стационарно, так и в качестве съёмного пульта ДУ для максимального удобства сварщика.
Компенсация сверхдлинного кабеля
- Интеллектуальная система стабилизации обеспечивает стабильность дуги даже при работе на больших расстояниях.
- Оптимальная производительность при сварке крупногабаритных изделий (до 30 метров).
Система идентификации пользователя
Линейка Steelmig PRO оснащена встроенной системой разграничения прав доступа с использованием NFC-ключей, что позволяет работать нескольким сварщикам на аппарате и не сбивать сварочные процессы друг друга.
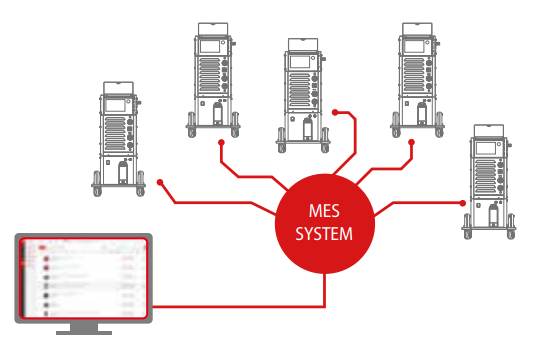
Также поддерживается интеграция с MES-системой (Manufacturing Execution System), что делает её идеальным решением для современных производств с требованием точного учёта данных.
Роботизированная сварка
Steelmig PRO предлагает оптимизированный пакет для роботизированной MIG-сварки, обеспечивая максимальную производительность и безупречное качество сварки. Встроенные коммуникационные протоколы позволяют подключать оборудование без дополнительных внешних модулей. Доступные интерфейсы для роботизированных систем:

- EtherNet/IP
- DeviceNet
- CAN / CANOPEN
- RS485
- аналоговый
Усовершенствованное управление процессом сварки
Контроль длины дуги
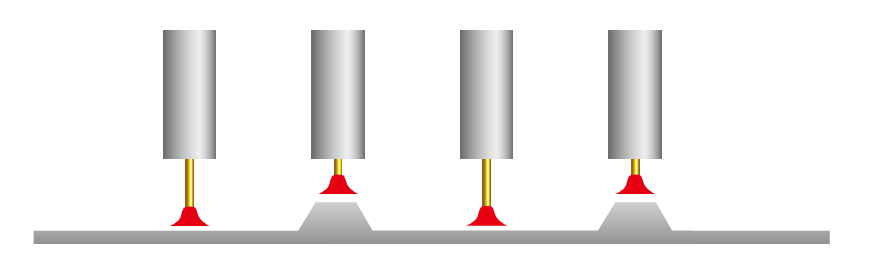
- Автоматическое поддержание стабильной длины дуги независимо от изменения расстояния между горелкой и заготовкой или колебаний напряжения
- Гарантированное качество и внешний вид шва без необходимости ручной корректировки параметров
Регулировка индуктивности/динамики сварочной дуги
Изменение дуги от мягкой до жесткой в пределах -10 +10, повышает надежность для хорошего формирования корня и бокового сплавления. Так же позволяет регулировать ширину и глубину сварочной ванны.

Контроль начальной дуги отжига проволоки:
Начальный контроль дуги используется для повышения стабильности зажигания дуги и формирования меньшего расплавленного шарика на конце проволоки в момент первичного расплавления.
Контроль обратного горения (отжиг проволоки) устраняет расплавленный шарик на конце проволоки и позволяет получить необходимую длину вылета проволоки, что в свою очередь облегчает вторичный поджиг.
Эти интеллектуальные системы управления делают процесс сварки более стабильным и предсказуемым, сокращая количество брака и повышая производительность труда.
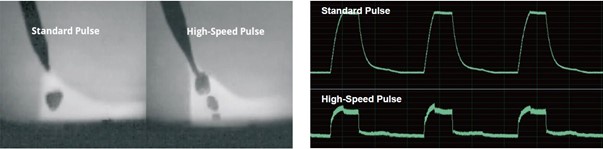
Режим High Speed Pulse
Режим High Speed Pulse (HSP) позволяет увеличить скорость сварочного процесса до 30% по сравнению с обычным режимом Pulse. Это достигается благодаря более быстрой подаче капель расплавленной проволоки в сварочную ванну. Кроме того, с использованием режима High Speed Pulse происходит более глубокое проплавление металла при уменьшенном тепловложении, что значительно улучшает качество шва при сварке алюминия и нержавеющей стали. Режим оптимизирован для всех пространственных положений швов, в том числе вертикальных.
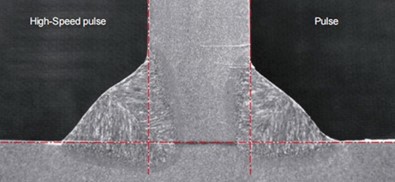
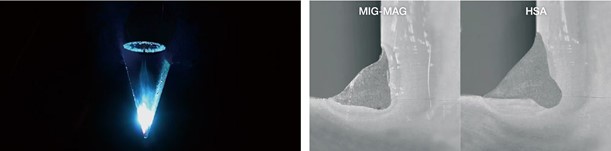
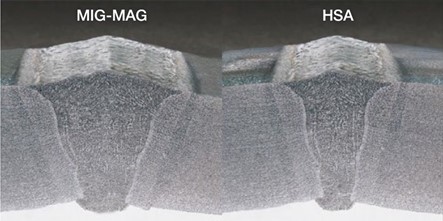
High Speed Spray Arc (HSA)
Идеальное сочетание высококонцентрированной и очень стабильной дуги с высокой плотностью, обеспечивает глубокое проплавление и узкую зону нагрева, позволяя использовать меньшие углы открытия для многослойной сварки. Это значительно ускоряет процесс сварки, делая его на 30% быстрее, чем при традиционной MIG-MAG сварке.
High Speed Spot Welding (HSS)
Это высокоскоростная точечная сварка, которая идеально сочетает в себе высокую динамическую мощность короткое время зажигания и затухания дуги и позволяя быстро сформировать сварочный шов. Возможна регулировка временного интервала между циклами сварки.

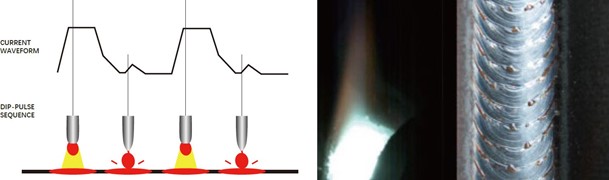
Hybrid Pulse Control (HPC)
курсовую устойчивость, глубокое проплавление и отсутствие брызг. Вертикальная сварка стала еще проще – за счет сочетания двух процессов: 1-высоко энергетический для быстрого нагрева металла и быстрый переход ко 2 – низко энергетическому. Тем самым достигается необходимое проплавление, заполнения шва и оптимальная толщина шва. Данный вид сварки превосходит в скорости и легче в работе, чем классический способ заполнения вертикального шва «елочкой».
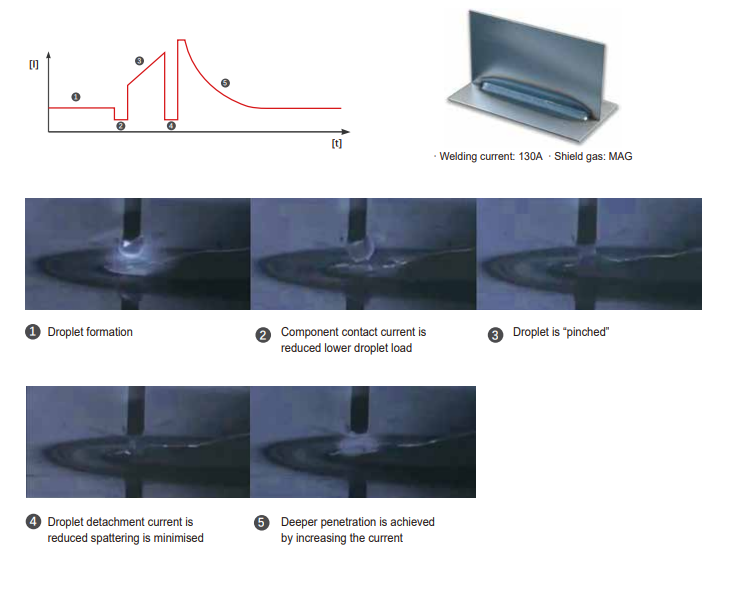
ULS Process
ULS - это модифицированный перенос короткой дугой, который контролирует волатильность во время перехода между фазами сварочного процесса, контролируя количество и размер разбрызгивания. Даже при сварке в CO2 брызги возможно свести к минимуму, что означает меньше доработки после сварки, а это экономия времени и денег.
Характеристики
Бренд
Triton
Вес
50
Входное напряжение
380
Напряжение Холостого Хода
80
Минимальный ток MIG
30
Максимальный ток MIG
500
ПВ на максимальном токе
60
Габаритные размеры (Д*Ш*В)
655x300x620
Максимальный MIG ток при ПВ 60%
500
Максимальный MIG ток при ПВ 100%
400
Отзывы
Отзывов еще никто не оставлял